

Máy xung phá CNC hay máy phá mũi CNC là một loại máy hỗ trợ gia công cơ khí cung chính hãng bởi CKV Việt Nam, máy chuyên dùng để phá bỏ mũi taro lớn, nhỏ, ốc vít hoặc chốt bị gãy kẹt trong các chi tiết lỗ, ren của khuôn mẫu, và các chi tiết máy. Máy chuyên phá mũi taro hoặc ốc vít gãy với tộc độ nhanh 1mm/s.
Ngoài ra, do máy sử dụng que đồng điện cực để dẫn truyền dòng điện, nên máy còn sở hữu đa tính năng như đục lỗ mồi dây cắt cho máy cắt dây, hoặc có thể xung cực biên dạng nhỏ.
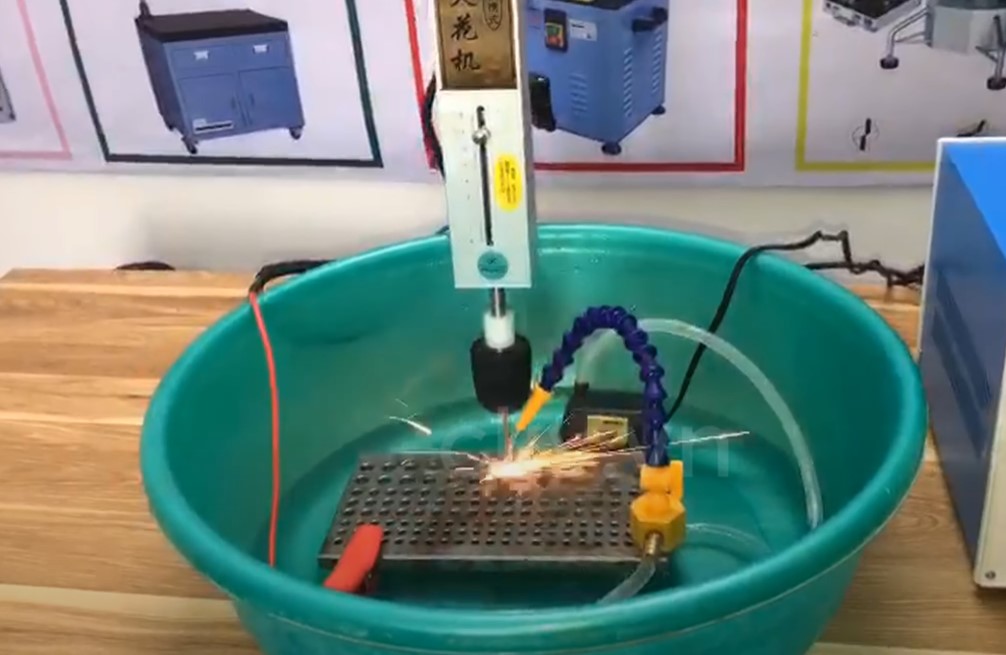
Bắn phá mũi taro M3 bị gãy bằng máy xung phá
Máy xung phá CKV-H500B: Chuyên phá mũi taro từ M2 - M12, công suất 500W
Máy xung phá CKV-H600C: Chuyên phá mũi taro từ M2 - M16, công suất 600W
Máy xung phá CKV-H800B: Chuyên phá mũi taro từ M2 - M20, công suất 800W
Máy xung phá CKV-H1500C: Chuyên phá mũi taro từ M2 - M30, công suất 1500W
Máy xung phá CKV-H4000B: Chuyên phá mũi taro từ M2 trở lên, công suất 300W - 3000W
- Dây điện cực cần phải được lắp đúng, điện tích dương gắn vào phôi và điện tích âm gắn lên điện cực, nếu lắp nhầm sẽ gây ra hiện tượng ăn mòn ngược điện cực.
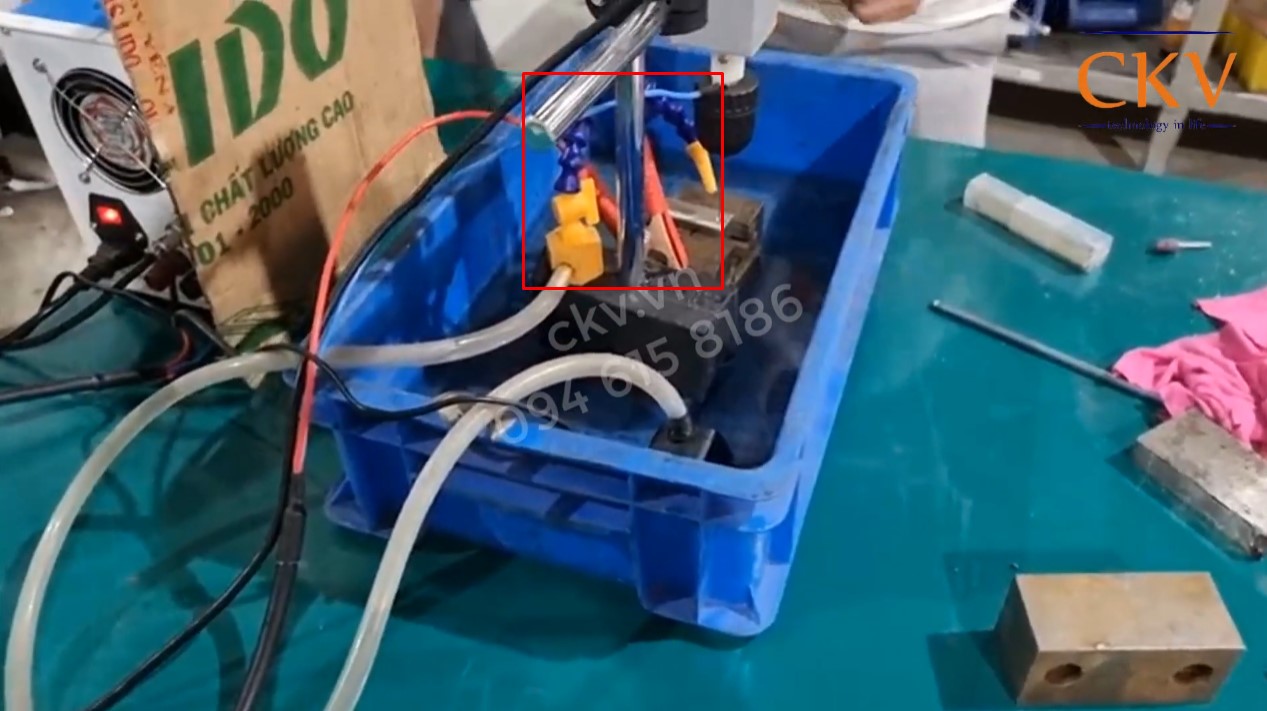
Cách cắm đầu điện tích cho máy xung phá
- Lựa chọn que điện cực có kích thước vừa phải theo đúng tiêu chuẩn của lỗ, tránh sử dụng điện cực lớn quá sẽ làm hư hỏng ren, hoặc nhỏ quá sẽ không đủ để phá bỏ phần mũi bị gãy.

Bộ que đồng của máy xung phá
- Điện cực cần phải được rà chuẩn theo hướng thẳng góc so với phần lỗ đang cần sửa chữa, để đảm bảo khi gia công điệnc ực không bị xiên - làm hư hỏng lỗ ren.
Đầu điện cực đồng của máy xung phá
- Điều chỉnh dòng điện phù hợp với từng kích thước điện cực, sao cho dòng điện ổn định nhất, kích thước điện cực càng lớn, dòng càng cao. Đối với ốc gãy ưu tiên sử dụng điện cực dẹt, hoặc lục giác để tạo hình khóa và tháo ốc gãy ra.

Phá mũi taro bằng điện cực lục giác
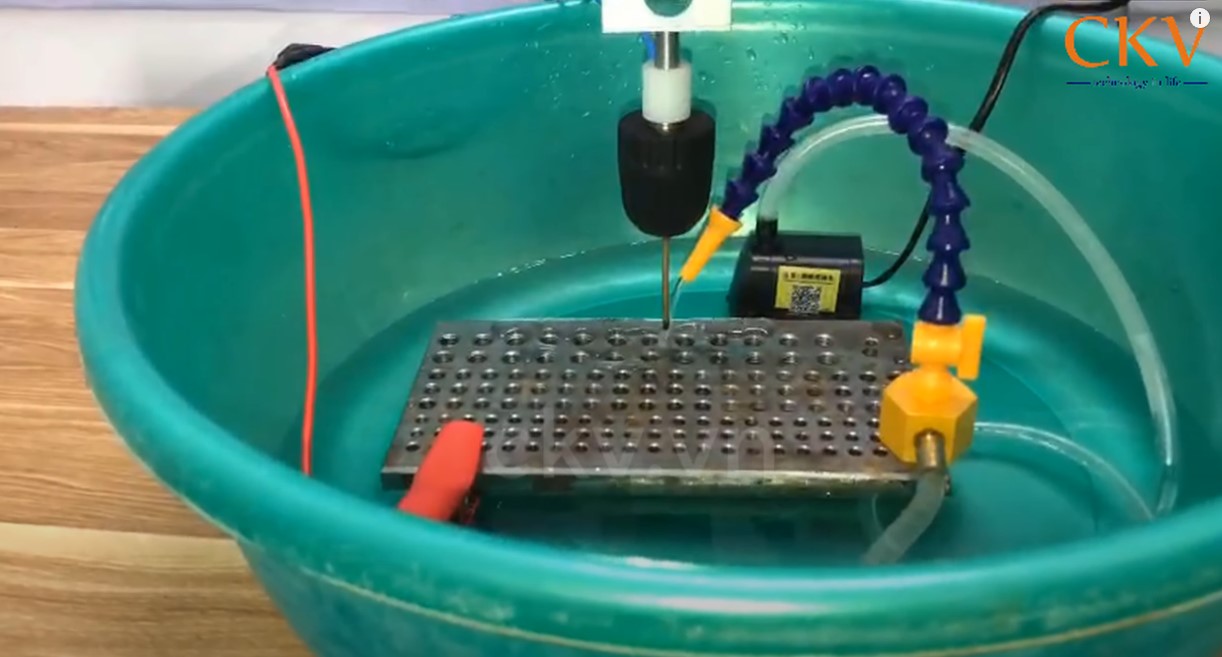
- Bơm ngâm cần phải được đặt trong nước có độ sâu tối thiểu 1/3 chiều cao của bơm, và không quá 1 nửa chiều cao bơm.
Cách đặt bơm ngâm cho máy xung phá
- Không chạm tay vào cùng lúc cả 2 điện cực khi máy đang hoạt động, và tắt nút công tắc điện trước khi thao tác lấy phôi hoàn thiện ra sau khi hoàn tất quá trình gia công.
Một trong số những sai lầm mà người mua hay mắc phải nhất chính là mua máy xung phá về để thay thế cho máy đục lỗ.
Tuy nguyên lí chung dùng que đồng để bắn phá nhưng máy xung phá lại không thể cho ra kết quả được như máy đục lỗ EDM tốc độ cao, do không có đầu dẫn hướng và công suất yếu, nên máy xung phá không được khuyến khích sử dụng để đục lỗ.
Một sai lầm nữa chính là chọn sai cỡ máy khi sử dụng. Chẳng hạn như cỡ máy CKV-H500B có công suất tối đa 500W, được khuyên dùng phá khoảng mũi taro từ M2 - M12, thì sẽ không thể đạt hiệu quả khi phá mũi taro lớn như M16, hoặc M18 trở lên, do công suất không đủ khỏe, không thể phá sâu xuống, hoặc dùng điện cực to đối với những mũi taro to.
Vấn đề mũi taro gãy, ốc vít gãy luôn làm cho thợ cơ khí vô cùng đau đầu, khi mà vừa mất thời gian để tháo phá, cũng lại phải thực hiện lại từ đầu công đoạn gia công đó. Cùng tham khảo một vài mẹo lấy mũi taro, ốc vít bị gãy ra khỏi khuôn.
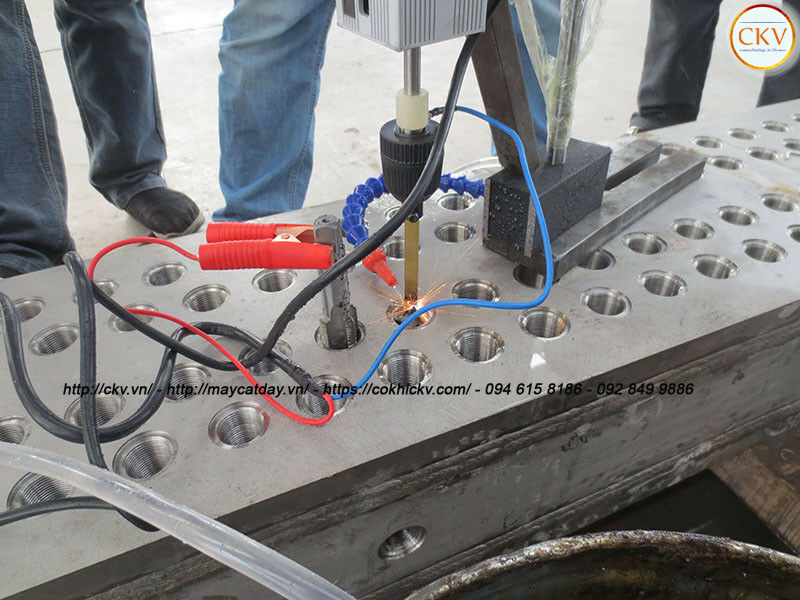
Mẹo lấy mũi taro gãy bằng máy xung phá EDM
Sử dụng máy xung phá CKV giới thiệu bên trên là phương pháp nhanh nhất, đơn giản nhất, không gây trầy, xước lên khuôn mẫu, thời gian tháo phá nhanh, cách làm khoa học, dễ ghi nhớ, dễ thực hiện.
Với cách xử lí này, bạn sẽ cần sử dụng hàn TIG để hàn đắp các vật liệu vào phần gãy của mũi taro để tạo thành lớp phôi thừa ra bên ngoài, sau đó chỉ cần dùng kìm vặn chết vào phần thừa ra này là được.
Tuy mũi taro thường cứng, nhưng lại có đặc điểm là khá giòn, nên có thể sử dụng phương pháp đột để lấy từng chút một phần mũi gãy ra. Tuy nhiên phương pháp này có nhược điểm là quá trình đột phải làm cực kì cần thận để cho mũi taro hoặc ốc vít vỡ dần, tránh đột vào phôi gây trầy xước, hoặc đột vào tay gây mất an toàn lao động. Hơn nữa quá trình này cũng tốn khá nhiều thời gian.
Do các mũi taro hiện nay hầu hết được cấu tạo từ vật liệu HSS với thành phần carbon 0.7 - 1.5% nên có thể sử dụng axit để ăn mòn phần mũi taro bị gãy. Chi sử dụng, chỉ cần nhỏ axit vào phần mũi bị kẹt trong phôi, phương pháp này có ưu điểm là không gây trầy xước lên khuôn mẫu, không làm biến dạng phôi, nhưng lại có nhược điểm là gây ra vết ố làm mất thẩm mỹ, đồng thời, phương pháp này sẽ không thể thực hiện nếu sử dụng trên các vật liệu như: nhôm, inconel, inox sịn,...
Ngoài ra, nên chú ý lựa chọn mũi taro chất lượng cao, phù hợp với vật liệu cần gia công, để hạn chế tối đa tình trạng gãy mũi taro này.
Để được hỗ trợ các vấn đề liên quan đến sản phẩm, báo giá, đơn hàng, vui lòng liên hệ CKV Việt Nam:
Hotline/Zalo: 094 615 8186
Hotline/Zalo: 092 849 9886
Email: info86.ckv@gmail.com
Trang chủ: https://cokhickv.com/